In the XIX and XX centuries, companies had been growing in size and scope, absorbing transactions that had previously taken place across markets. Coase’s thought indicated the increased efficiency of the firms in organizing economic activity to two main factors: technology and management techniques developing.
On the same way of thought, Galbraith predicted that the inherent advantages of firms over markets in planning and resource allocation would result in increasing dominance of capitalist economies by a small number of giant corporations. This was a famous wrong prediction in management and business administration.
In fact, by the end of the 1990s, we assisted to a sharp reversal of the trend toward increased corporate scope. The new dominant trends have been downsizing and refocusing on core business.
The contraction of corporate boundaries points to markets increasing their efficiency relative to firms’ administrative processes.
The turbulence of the business environment increased the costs of administration within large and complex firms and increased the need for flexibility and speed of response. Internet and PCs diffusion revolutionized market transactions.
Let’s shift our attention to the underlined corporate strategy within these issues. Vertical integration is a growth strategy through which a firm becomes owner of vertically related activities. The greater is the ownership over subsequent stages of the supply chain, the greater its degree of vertical integration. The extent of VI is indicated by the ratio of a firm’s value added to its sales revenue: the more a firm makes rather than buys, the greater its value added relative to its sales revenue.
There are different types of Vertical Integration: backward (or upstream) vertical integration, and forward (or downstream) vertical integration.
The benefit of VI are:
- Technical economies from integrating processes: the cost savings that arise from the physical integration of processes. (but doesn’t necessarily require common ownership!)
- Thus, vertical integration can avoid transactions costs.
- Superior coordination (firm’s system-ness)
We must look beyond technical economies and consider the implications of linked processes for transaction costs.
Let’s consider the value chain for steel cans, which extends from mining iron ore to delivering cans to food processing companies. The production between steel and steel strip is typically vertically integrated. While between steel strip and steel cans there’s a very little vertical integration. The predominance of market contracts in this step is the results of low transaction costs in the market for steel strip: there are many buyers and suppliers are low.

Across steel production and steel strip production there is vertical integration essentially due to technical economies. These two processes use the same plants and the same knowledge, and the output of the first must fit the input requirements for the next stage, so these companies must invest in integrated facilities. In this situation a competitive market economy is impossible: each steel strip producer is tied to its adjacent steel producer. The market becomes a series of bilateral monopolies. There is no market price, because the price is set by bilateral negotiation between each producer and each supplier. It all depends on bargaining power.
This situation if regulated by market rules will lead to inefficiencies.
The culprits in this situation are transaction-specific investments. Within these steps both the producer must adapt their production to the needs of the other party. Each seller is tied to a single buyer which gives each the potential to hold up the other. This results in transaction costs arising from the difficulties of framing comprehensive contract and the risks of disputes and opportunism. The problem of hold up could be eliminated by contracts that fully specify prices, quality , quantities, and other terms of supply under all possible circumstances. The problem is uncertainty about the future, it is impossible to anticipate all eventualities during the contract period. Contracts are inevitably incomplete.
Internalizing a transaction imposes administrative cost. The size of this cost depends on several factors.
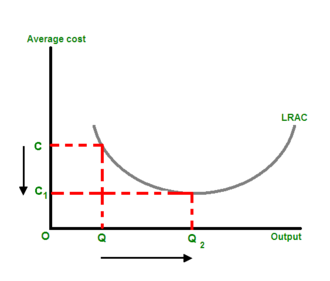
Differences in optimal scale between different stages of production
- Suppose you are a manager of FedEx, for your delivery service you require vans that are designed and manufactured to meet your particular needs.
- There is an incentive for FedEx to avoid the ensuing transaction costs by building its own vehicles
- Would this be an efficient solution? (discuss with the class)
- Almost certannly not: you will have inefficiencies due to the high fixed costs to set up plant, you don’t have the knowledge, and you don’t have the critic mass required to set up all this investment
- Same is for brewery
Developing distinctive capabilities
- A key advantage of a company that is specialized in a few activities is its ability to develop distinctive capabilities in those activities.
- Technology based companies as Xerox, Kodak and Philips cannot maintain IT capabilities that match those of IT services specialists such as IBM and Accenture.
- The ability of these specialists to work with several customers stimulates learning and innovation.
- When one capability builds on capabilities in adjacent activities, vertical integration may help develop distinctive capabilities. Let’s think about IBM, that shifted from mainframe industry to IT service by developing distinctive capabilities.
- The key is the link between the set of capabilities
Managing strategically different business
- The latters problems are part of e wider set of problems. The management systems and organizational capabilities required for a manufacturing could be very different from those required for another one.
The incentive problem
- VI changes the incentives between vertically related businesses.
- In a market mechanism the seller is motivated to ensure the buyer satisfaction. The buyer is motivated to secure the best possible deal.
- These are named high powered incentives
- With VI, the incentives are low powered
- You can fire someone who did the wrong thing, but you will do it when could be too late
Competitive effects of VI
- VI could be used to extend a monopoly position.
Flexibility
- Both VI and market transactions can claim advantage with regard to different types of flexibility.
- When you need rapid responsiveness to uncertain demand, there may be advantages in market transactions
- VI may also be disadvantageous in responding quickly to new product development opportunities that require new combinations of technical capabilities.
- Where the system-wide flexibility is required, VI may allow speed and coordination in achieving simultaneous adjustment throughout the vertical chain.
- VI is also a central theme of brand identity
Compounding risk
- To the extent that VI ties a company to its internal suppliers, VI represents a compounding risk insofar as problems at any one stage of production threaten production and profitability at all other stages.
But it all depends!
The idea of vertical integration is the anathema to an increasing number of companies. Most of yesterday’s highly integrated giants are working overtime at splitting into more manageable, more energetic units – i.e., de-integrating. Then they are turning around and re-integrating – not by acquisitions but via alliances with all sorts of partners of all shapes and sizes. (Tom Peters)